Digital Printing SPC Flooring: 2026 Trend vs. Analog Film
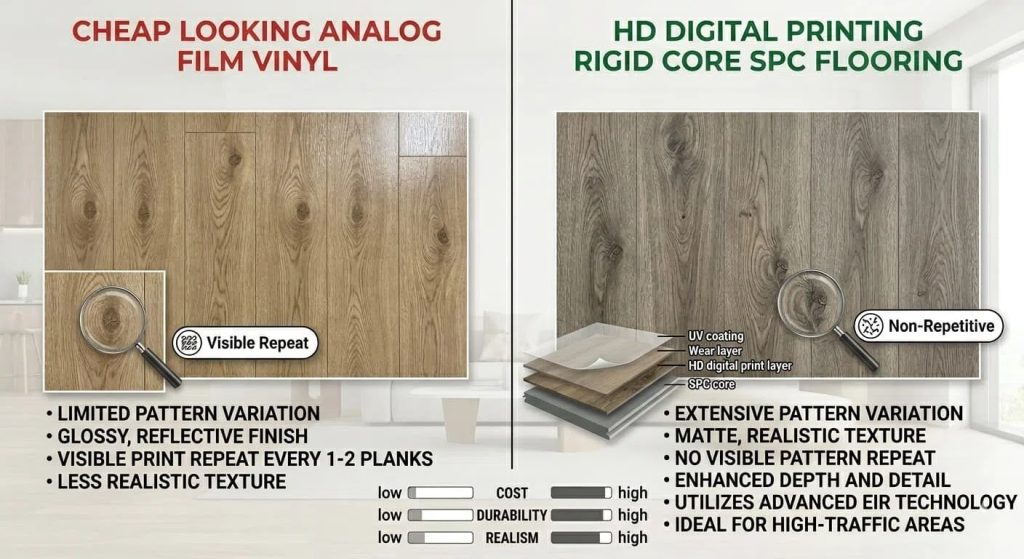
A decade ago, SPC flooring’s wood grain was printed flat — the texture ran in straight rows, the surface felt like smooth plastic, and any interior designer could spot it from across the room. In 2026, a new generation of Embossed-in-Register (EIR) technology paired with 4K digital inkjet printing has changed that equation entirely — aligning tactile and visual detail to within 0.1 mm, close enough to fool a fingertip.
Table of Contents
What EIR actually means — and why alignment is everything
EIR stands for Embossed-in-Register. The term refers to a manufacturing process in which the mechanical embossing roller — the tool that presses physical texture into the wear layer — is synchronised with the printed image beneath it, so that every visual feature maps precisely to a corresponding tactile feature.
In older analog manufacturing, the emboss pattern and the print pattern were two independent processes. Alignment was approximate at best. You could see a raised grain line, then run your finger along it and feel nothing — because the emboss was half a centimetre off. That mismatch is the defining signal of “fake flooring.” EIR eliminates it.

The core insight: Human touch is sensitive to misalignment errors as small as 1–2 mm. When a raised grain perfectly tracks the printed grain boundary, the brain interprets the material as real — even when it isn’t. EIR targets ±0.1 mm registration, well below that detection threshold.
How the registration is achieved
Modern EIR lines use vision-system cameras to detect the print pattern on the décor film in real time, then servo-adjust the emboss roller position before each press cycle. The mould itself is CNC-milled from a 3D scan of actual timber or stone — not hand-drawn by a designer. That origin data determines the depth map, which ranges from 0.05 mm at inter-ring transitions up to 0.35 mm at open-pore oak channels.
How digital printing closed the resolution gap
The second pillar of the revolution happened in the print room. Gravure and offset methods — which dominated SPC décor film production until the early 2020s — topped out at around 80–120 DPI and were constrained to CMYK process colour. Pattern repeats cycled every 8 to 12 planks, a dead giveaway on larger floor installations.
Industrial inkjet printing, now standard across tier-1 manufacturers, operates at 600–1,200 DPI with 6- to 8-colour ink sets. The jump matters for three specific reasons:
Resolution
Sub-millimetre grain detail
Individual wood fibres, annual ring transitions, and medullary ray reflections — features invisible at 120 DPI — are fully resolved at 1,200 DPI.
Colour depth
16-bit tonal gradients
Marble veining depends on semi-transparent colour transitions. 16-bit inkjet layers can stack translucent passes; gravure cannot.
Pattern variety
48+ unique planks per run
Digital files are trivially varied. A 48-plank unique-pattern batch eliminates visible repeats even in open-plan spaces over 60 m².
Wear layer
Matte UV formulation
New low-gloss UV topcoats mimic diffuse timber reflectance. The wear layer has increased from 0.3 mm to 0.6–1.0 mm (commercial grade) without flattening the emboss.
HD vs. analog SPC: head-to-head
| Metric | Analog emboss | EIR + digital print |
| Texture–visual registration | ±2–5 mm | ±0.1 mm |
| Print resolution | 80–120 DPI | 600–1,200 DPI |
| Pattern repeat cycle | Every 8–12 planks | 48+ unique planks |
| Matte timber finish | Partial | Diffuse UV coating |
| Stone vein translucency | Not achievable | Partial via multi-pass |
| Design changeover time | 4–8 hrs (mould swap) | <30 min (digital file) |
| Emboss depth range | Fixed, single depth | 0.05–0.35 mm gradient |
Material replication: from oak to microcement
EIR’s fidelity varies considerably across material categories. The following represents the current replication spectrum — from “solved” to “active frontier.”

Timber species with pronounced open-pore anatomy — oak, ash, walnut — benefit most from EIR because the depth gradient is both large enough to feel and structurally consistent enough to encode in a mould. Dense, fine-grained timbers like maple are harder to distinguish tactilely regardless of replication quality.
Marble poses a different challenge: the visual language is translucent layering, which is a print problem more than an emboss one. Multi-pass inkjet goes some way toward this, but the semi-transparency of natural calcite remains difficult to fully replicate in a UV-cured polymer layer.
“The real difficulty in EIR isn’t registration accuracy — it’s gradient control within a single plank. An oak board needs a 0.3 mm channel depth at the vessel lumens, then a 0.05 mm height difference across the ring boundary. Both have to be achieved in a single press cycle from the same mould.”
Why luxury hotels and high-end apartments are switching to SPC
The barrier to SPC entering luxury interiors was never cost-performance. It was the instant visual signal of “that’s not real.” EIR’s breakthrough resolves this at the source: when a designer crouches down and drags a finger across the surface, the tactile feedback matches what the eye is reading. The last defence of fake flooring collapses.
In 2025–2026, several five-star hotel projects in Singapore and Dubai specified EIR oak SPC for public corridor installations — replacing solid timber parquet. The rationale combined visual authenticity with three practical arguments that solid wood cannot match:
- Stability: SPC is dimensionally inert under underfloor heating — no gapping, cupping, or seasonal movement.
- Maintenance: No waxing, sanding, or refinishing cycles over the asset’s life.
- Consistency: Digital printing produces identical planks across multiple shipments. Natural timber batches vary; EIR SPC batches do not.
The unsolved problem: meaningful randomness
Real microcement is compelling precisely because of its unpredictability — bubble distribution, trowel marks, localised colour shifts are all accidents of the application process. An EIR mould is fixed. It cannot produce “meaningful randomness” within a single plank.
In 2026, a small number of manufacturers are piloting a workflow that feeds AI-generated surface textures directly into CNC mould-cutting parameters, introducing minor, controlled variation across planks in the same production batch. This remains small-volume and expensive, but it defines the next competitive frontier for SPC surface technology: moving from high-fidelity copying toward plausible variation.
The implication is significant. If each plank in a run carries a subtly unique depth map — one generated algorithmically but grounded in real material physics — the pattern-repeat problem disappears entirely, and the gap between SPC and natural material narrows to near zero for most observer distances and lighting conditions.